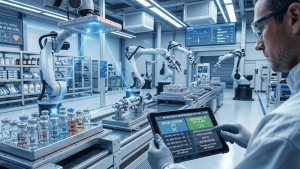
Serialization vs. Traceability: What Medical Manufacturers Need to Know
In medical manufacturing, the terms serialization and traceability are often used interchangeably. While they are closely related, they are not the same. Understanding the difference is essential for manufacturers that must meet strict regulatory standards and maintain full visibility across their production processes.
Both concepts play a critical role in product safety, compliance, and operational control—but they serve different purposes within the manufacturing ecosystem.
What Is Serialization?
Serialization refers to the process of assigning a unique identifier to each individual product. This identifier is usually represented through a barcode, data matrix code, or other machine-readable format printed on the product label.
In medical production, serialization allows manufacturers to distinguish one unit from another, even if they belong to the same batch or lot.
Serialization typically includes information such as:
- Unique product ID
- Manufacturing or lot number
- Expiration date
- Regulatory identifiers like UDI
This level of identification ensures that every individual device can be uniquely recognized in the supply chain.
What Is Traceability?
Traceability goes a step further. While serialization identifies a product, traceability records the complete history of that product as it moves through manufacturing, packaging, distribution, and sometimes even post-market monitoring.
Traceability systems allow manufacturers to answer critical questions, such as:
- Which materials were used to produce a device?
- Which machine or production line processed it?
- When was it assembled, inspected, or packaged?
- Where was it shipped?
This historical record becomes essential during quality investigations, regulatory audits, or product recalls.
Why Both Are Necessary
Serialization alone identifies a product, but without traceability, manufacturers may not know what happened to that product during production.
Traceability provides the operational context that connects materials, processes, and final devices.
In regulated industries like medical manufacturing, combining serialization with traceability allows companies to:
- Strengthen regulatory compliance
- Improve quality investigations
- Respond quickly to potential recalls
- Maintain transparency across the supply chain
Together, these systems create a reliable digital record of the entire production lifecycle.
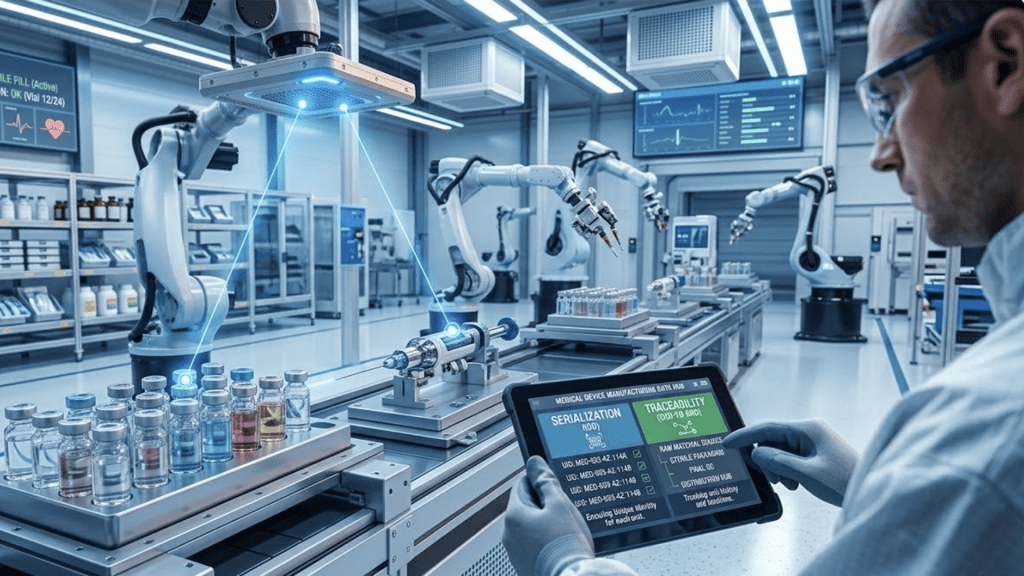
Building Integrated Identification Systems
Modern manufacturers are increasingly integrating serialization and traceability into a single digital infrastructure. Technologies such as industrial labeling systems, barcode scanning, RFID tracking, and production software allow companies to connect identification with real-time production data.
Companies like RSI México support this integration by helping manufacturers implement industrial identification and traceability solutions tailored to regulated environments. By connecting labeling systems with production and data platforms, manufacturers can reduce manual errors while improving visibility across their operations.
Conclusion
Serialization and traceability are both essential components of modern medical manufacturing, but they serve different roles. Serialization ensures that every product has a unique identity, while traceability captures the complete story of how that product was made and where it has been.
When implemented together, they provide the transparency, control, and compliance that the medical industry demands—turning identification into a powerful foundation for quality and safety.